Методичні рекомендації до курсової роботи на тему Виробництво зварних
« Назад
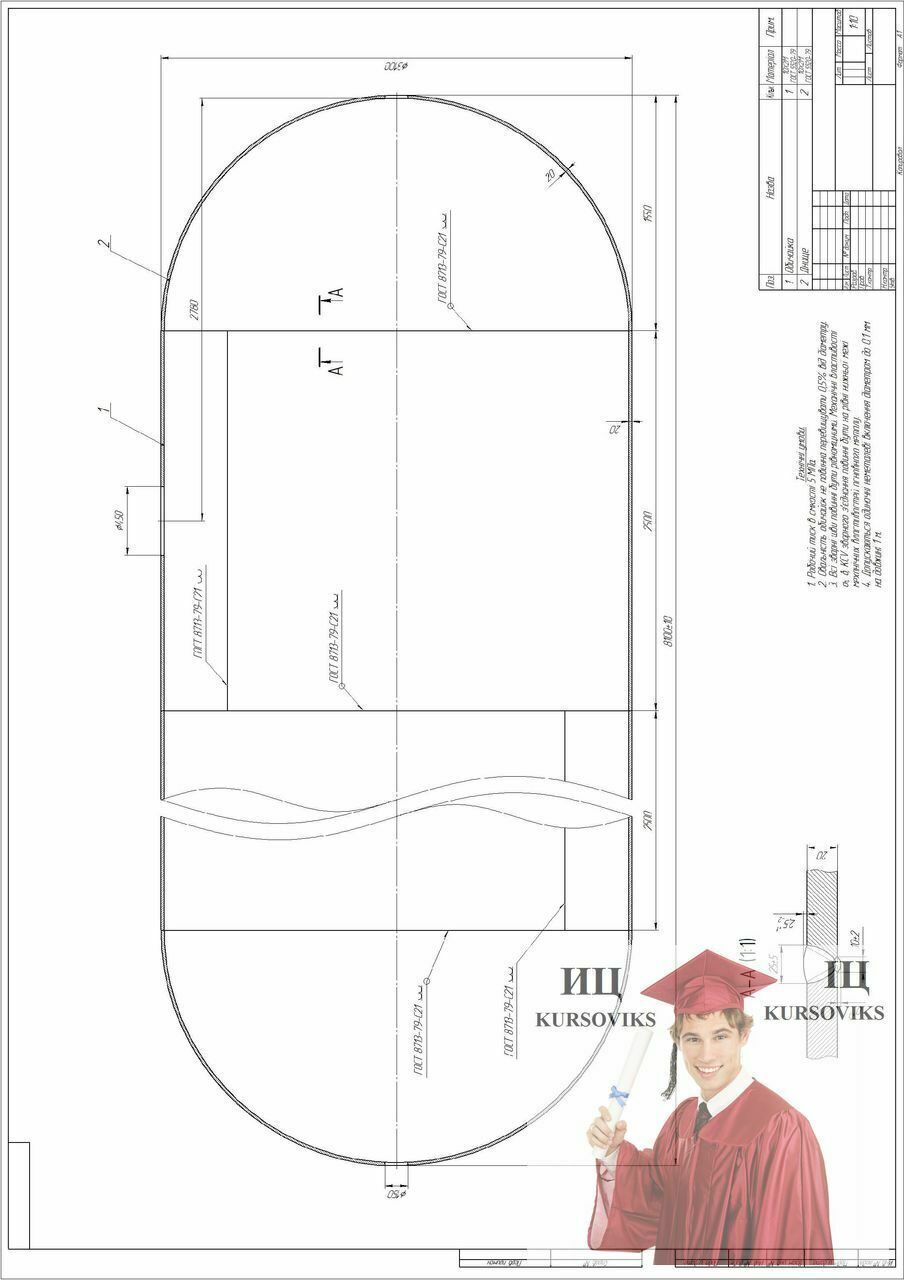
ЗмістВступ. 3 1. Мета і завдання курсової роботи. 4 2. Організація роботи над курсовою роботою.. 5 3. Тематика курсових робіт. 5 4. Структура і зміст курсової роботи. 6 4.1. Зміст та рекомендації з викладення пояснювальної записки. 6 4.1.1. Вступ. 7 4.1.2. Характеристика конструкції та оцінка її технологічності 8 4.1.3. Характеристика матеріалу конструкції та оцінка його зварюваності 8 4.1.4. Технічні умови на виготовлення. 9 4.1.5. Критичний аналіз існуючого технологічного процесу. 9 4.1.6. Техніко-економічне обґрунтування способу зварювання. 10 4.1.7. Вибір зварювальних матеріалів. 10 4.1.8. Визначення режимів зварювання. 11 4.1.9. Вибір основного зварювального обладнання. 11 4.1.10. Вибір механічного зварювального обладнання та пристосувань. 12 4.1.11. Заготівельні операції 13 4.1.12. Розробка технології складання та зварювання. 13 4.1.13. Зварювальні напруження та деформації, способи їх усунення. 14 4.1.14. Висновки. 14 4.1.15. Перелік посилань на джерела. 14 4.2. Вимоги щодо оформлення графічної частини. 14 5. Вимоги до оформлення курсової роботи. 16 6. Захист курсової роботи. 18 Перелік рекомендованих джерел. 19 Додаток А.. 21 Додаток Б. 22 Додаток В.. 23 ВступКурсова робота з дисципліни «Виробництво зварних конструкцій» є одним із завершальних розрахунково-графічних завдань де студенти вирішують важливі технологічні завдання з розробки технологічного процесу, організації зварювального виробництва. Дана робота спрямована на вдосконалення техніки, технології та організації виробництва на базі сучасних науково-технічних досягнень. При цьому вирішення завдання підвищення продуктивності праці та якості продукції повинно супроводжуватись зниженням людських, матеріальних та енергетичних затрат. Завдання для курсової роботи видаються викладачем даної дисципліни на початку навчального семестру. Також студенти можуть виконувати роботи по вдосконаленню реальних заводських технологічних процесів. У випадку використання заводських розробок студент повинен узгодити завдання із викладачем попередньо представивши креслення та охарактеризувати дану технологію При виконанні курсової роботи з даної дисципліни студент набуває навиків з організації технологічного процесу при виконанні поставленого йому завдання, а зокрема при виборі зварювальних матеріалів, розрахунках параметрів режимів зварювання, та виборі обладнання. Для вирішення поставленого завдання студенти повинні навчитись використовувати сучасні засоби електронно-обчислювальної техніки для планування та викладення технологічних процесів. Набуті студентами навики при виконанні курсової роботи в подальшому будуть корисними при дипломному проектуванні. Дані методичні вказівки складені для того, щоб допомогти студентам спеціальності «Технологія та устаткування зварювання» вирішувати завдання поставлені в курсовій роботі. В них містяться відомості по тематиці курсових робіт, структурі, а також вимогах до оформлення та порядок захисту. 1. Мета і завдання курсової роботиМетою курсової роботи є систематизація, поглиблення та закріплення студентами отриманих теоретичних знань, з дисципліни «Виробництво зварних конструкцій», а також набуття навиків самостійної роботи при розробці технологічних процесів та підготовка до наступного дипломного проектування. Основним завданням курсової роботи є: - формування в студентів навиків розробки технологічних процесів при виготовленні заданого виробу або конструкції; - розвиток критичного підходу до вибору способу зварювання з врахуванням конкретних умов, масштабу виробництва та експлуатаційних вимог з обов’язковим обґрунтуванням економічності вибраного варіанту; - отримання практичних навиків при визначенні характеристики виробу і оцінки його технологічності; - вміння розраховувати та вибирати параметри режимів зварювання; - вивчення певного підходу до вибору серійного обладнання та розвиток навиків в проектуванні спеціальної технологічної оснастки; - закріплення отриманих студентами теоретичних знань при вивченні профільних та загально інженерних технологічних дисциплін; - розвиток навиків самостійної роботи з науково-технічною та довідковою літературою; - набуття навиків з оформлення технологічного процесу при заповненні технічної документації; - підготовка студентів до виконання дипломного проекту та вирішення самостійних інженерних завдань в подальшій роботі на підприємствах. Конкретним завданням курсової роботи є практичне вирішення всіх перерахованих питань при виготовленні заданої зварної конструкції або виробу. 2. Організація роботи над курсовою роботоюВ перший тиждень навчального семестру студентам пропонуються для ознайомлення та вибору теми курсових робіт. Також студенти можуть пропонувати викладачу теми які вони підібрали на підприємстві під час проходження практик на попередніх курсах. Після вибору та погодження з викладачем теми студенти повинні отримати у викладача бланк завдання на курсову роботу, заповнити його та підписати у викладача в перші тижні навчального семестру до від’їзду на практику. В бланку завдання обов’язково потрібно вказати тему роботи, вихідні дані, зміст пояснювальної записки та графічного матеріалу а також терміни виконання та здачі на перевірку курсової роботи. При виконанні курсової викладач проводить консультації зі студентами. Графік консультацій встановлюється згідно навчального плану та доводиться до відома студентів. Під час консультацій викладач також проводить контроль за виконанням курсової роботи. Хід виконання курсової роботи оцінюється керівником у відсотках від загального об’єму та фіксується у журналі роботи викладача. 3. Тематика курсових робітТеми робіт вибираються із розробленої кафедрою тематики та відповідають реальним виробничим умовам та технічним завданням підприємств, на яких проводиться виробнича практика. По можливості тема повинна відображати реальні практичні завдання виробництв які потребують розробки технологічних процесів виготовлення конструкції або удосконалення існуючих. Курсова робота виконується на тему: «Технологія виготовлення зварної конструкції (виробу)» або «Удосконалення технологічного процесу виготовлення конструкції (виробу)» . Для деяких робіт темами можуть бути науково-дослідні та конструкторські роботи. Вихідними даними для виконання курсової роботи є: - креслення або ескіз зварного виробу з позначенням всіх зварних швів; - матеріал зварної конструкції або виробу; - технічні умови на виготовлення та умови роботи; - річна програма випуску. 4. Структура і зміст курсової роботиКурсова робота повинна складатись із пояснювальної записки з додатками та графічної частини. Об’єм пояснювальної записки повинен складати від 30 до 40 аркушів формату А4 без додатків. Графічна частина виконується на 3 аркушах формату А1. Зміст та рекомендації з викладення пояснювальної записки та графічного матеріалу приведені нижче. 4.1. Зміст та рекомендації з викладення пояснювальної запискиПояснювальна записка курсової роботи повинна складатись із наступних розділів та підрозділів: Вступ 1. Аналіз зварної конструкції (виробу) 1.1. Характеристика конструкції та оцінка її технологічності 1.2. Характеристика матеріалу конструкції та оцінка його зварюваності 1.3. Технічні умови на виготовлення 1.3.1. Вимоги до матеріалів 1.3.2. Вимоги до шорсткості 1.3.3. Вимоги до складання 1.3.4. Вимоги до зварних з’єднань та швів 1.3.5. Вимоги до якості конструкції (виробу) 1.4. Критичний аналіз існуючого технологічного процесу (тема удосконалення технологічного процесу) 2. Вибір способу зварювання та зварювального обладнання 2.1. Техніко-економічне обґрунтування способу зварювання 2.2. Вибір зварювальних матеріалів 2.3. Визначення режимів зварювання 2.4. Вибір основного зварювального обладнання 2.5. Вибір механічного зварювального обладнання та пристосувань 3. Розробка технології виготовлення (конструкції або виробу) 3.1. Заготівельні операції 3.2. Розробка технології складання та зварювання 3.3. Зварювальні напруження та деформації, способи їх усунення Висновки Перелік посилань на джерела Додатки Робота над курсовою починається із вивчення зварної конструкції або виробу – призначення, умов роботи, конструктивних елементів за ескізами та кресленнями а також іншими характеристиками що можуть впливати на технологію виготовлення. Викладення тексту в пояснювальній записці повинно бути коротким, вичерпним та зрозумілим, літературно правильним. Не повинно бути масового переписування книжок, стандартів, заводських матеріалів, повторень, одно типових розрахунків та ін.. Короткі рекомендації з виконання розділів пояснювальної записки викладені нижче. 4.1.1. ВступУ вступі потрібно розкрити народногосподарське значення питань які будуть розглядатись у курсовій роботі, охарактеризувати стан і перспективи розвитку відповідної галузі промисловості, необхідність підвищення якості продукції, зниження енергозатрат та праце ємкості на виготовлення даної конструкції. Також у вступі потрібно сформулювати мету даної роботи. 4.1.2. Характеристика конструкції та оцінка її технологічностіВ даному підрозділі потрібно повністю охарактеризувати зварну конструкцію або виріб, а саме: - призначення та застосування у промисловості або інших галузях; - умови експлуатації; - конструкцію виробу з розчленуванням на окремі вузли та деталі; - передбачені кресленням способи з’єднань між собою всіх деталей та складальних вузлів у виріб. Також в цьому підрозділі потрібно дати оцінку технологічності виробу виходячи з: форми виробу; однотипності зварних з’єднань; довжини зварних швів; можливості механізації процесу зварювання. 4.1.3. Характеристика матеріалу конструкції та оцінка його зварюваностіПотрібно охарактеризувати задані матеріали з яких буде виготовляється зварна конструкція, а саме їх відповідність призначенню та умовам роботи, і якщо вони не відповідають цим вимогам, то можна їх замінити на більш підходящі. Для вибраного матеріалу необхідно вказати хімічний склад та механічні властивості.[1,2] В даному підрозділі також потрібно оцінити зварюваність матеріалу конструкції. Основними критеріями оцінки зварюваності є: - стійкість зварного з’єднання поти утворення гарячих та холодних тріщин; - мала відмінність механічних властивостей зварного з’єднання та основного металу. Орієнтовно оцінити зварюваність можна за її хімічним складом, при цьому його вплив на схильність до утворення тріщин встановлюється на основі проведеного розрахунку еквіваленту вуглецю.[3] Результатом оцінки зварюваності повинні бути конкретні рекомендації для вибору способу зварювання, зварювальних матеріалів, режимів зварювання та інших додаткових технологічних заходів. 4.1.4. Технічні умови на виготовленняТехнічні умови на виготовлення виробу слід складати використовуючи існуючі державні стандарти для даного типу виробів або типові умови для даних виробів що використовуються на підприємствах. У вимогах до матеріалів потрібно описати основні вимоги які ставляться до основного матеріалу конструкції, а саме вказується ГОСТ або ТУ яким він повинен відповідати. Якість та характеристики основного металу підтверджуються сертифікатами, де вказується марка металу, хімічний склад та механічні властивості, розміри прокату. В даному підпункті також описуються вимоги зварювальних матеріалів, електродів, дроту, флюсу, газу. У вимогах до складання потрібно описати основні вимоги до порядку та точності складання, а також допустимі геометричні відхилення при складанні. У вимогах до якості зварних швів описуються основні вимоги до геометричних параметрів зварних швів, а саме ширини, висоти випуклості, катета, форма поверхні, допустимих та недопустимих дефектів. Також в технічних умовах потрібно вказати основні вимоги до якості зварного виробу, його форми та розмірів з врахуванням зварювальних деформацій, забезпечення герметичності якщо це потрібно та інших. 4.1.5. Критичний аналіз існуючого технологічного процесуКритичний аналіз існуючого технологічного процесу проводиться в тематиках удосконалення технологічного процесу. В цьому підрозділі потрібно детально проаналізувати технологічний процес виготовлення даного виробу на підприємстві та виявити його основні недоліки, а саме використання механізованих способів зварювання, зварювальної оснастки, та ін.. На сонові проведеного аналізу потрібно вказати шляхи удосконалення проблемних етапів технологічного процесу. 4.1.6. Техніко-економічне обґрунтування способу зварюванняВибір способу зварювання повинен проводитись з урахуванням таких параметрів виробу як властивості зварюваного матеріалу, його товщина, габаритні розміри. Також спосіб зварювання потрібно вибирати з урахуванням економічної ефективності. Якщо параметри виробу дозволяють застосування декількох способів зварювання то потрібно проаналізувати кожен із них та вибрати той що буде найменш трудомістким, енерговитратним, та забезпечить найкращу якість зварного шва. Також потрібно враховувати що для виготовлення виробу недоцільно застосовувати різні способи зварювання. В даному підрозділі потрібно також описати особливості вибраного способу зварювання та його переваги і недоліки. 4.1.7. Вибір зварювальних матеріалівПісля вибору способу зварювання необхідно підібрати відповідні зварювальні матеріали. Зварювальні матеріали вибираються із умови забезпечення відповідного протікання металургійних процесів та необхідного складу і властивостей наплавленого металу шва. При виборі зварювальних матеріалів потрібно також виходити із умов отримання суцільних зварних швів без пор, та можливості отримання металу шва що володіє високою технологічною міцністю, несхильного до утворення гарячих тріщин. Можливі варіанти використовуваних матеріалів потрібно порівняти між собою за економічними, санітарно-гігієнічними та іншими показниками. Для вибраних зварювальних матеріалів потрібно вказати ГОСТи, ТУ, та описати їх хімічний склад та механічні властивості.[4,5] 4.1.8. Визначення режимів зварюванняПараметри режиму зварювання в основному визначаються розрахунковим шляхом або за рекомендаціями в нормативно-технічній документації, на основі попередньо розглянутих показників зварюваності металу, вибраного способу зварювання та зварювальних матеріалів. Головною умовою визначення параметрів режиму зварювання є отримання швів з оптимальними розмірами та формою а також забезпечення термічного циклу зварювання що дозволить отримати оптимальні властивості зони термічного впливу і металу шва. Розрахунок режимів зварювання проводиться одному основному шву для кожного способу зварювання, а для решту швів визначається із таблиць або обчислюється за допомогою спеціальних програм на ЕОМ. Визначені параметри режиму зварювання для кожного зварного шва зводяться в загальну таблицю де вказується номер шва, тип з’єднання, та визначені параметри режиму зварювання. Існують різні методики для розрахунків параметрів режиму зварювання. Рекомендується використовувати наступну літературу для визначення режиму зварювання [6,7,8]. 4.1.9. Вибір основного зварювального обладнанняВ даному підрозділі, використовуючи довідники, атласи та каталоги, необхідно обґрунтовано вибрати сучасні джерела живлення, зварювальні напівавтомати та автомати, зварювальні установки, прагнучи до максимальної механізації та автоматизації процесу зварювання. При виборі джерел живлення спочатку на сонові попередньо розрахованих параметрів режиму зварювання встановлюються необхідні статичні і динамічні характеристики обладнання (номінальна потужність, межі регулювання струму і напруги, форма зовнішньої характеристики та ін.). Із відомих джерел живлення для прийнятого роду струму та зовнішньої характеристики необхідно вибрати джерело номінальний струм якого відповідає розрахованому значенню або з мінімальним перевищенням цього значення.[9] Також слід звернути увагу на те що багато зварювальних автоматів та установок комплектуються заводом виготовлювачем, тому необхідність вибору джерела живлення для таких автоматів відпадає. При виборі зварювальних напівавтоматів, автоматів та установок враховуються конкретні умови їх роботи для забезпечення раціонального використання. До таких умов відноситься наступне: - необхідність механізованого або автоматичного зварювання; - можливість доступу до зварюваного стику та максимально допустимі розміри автомата; - спосіб переміщення зварювального автомата безпосередньо по стику чи по направляючих; - габаритні розміри зварюваного виробу; - тип зварного з’єднання та довжина зварного шва.[10] 4.1.10. Вибір механічного зварювального обладнання та пристосуваньДо механічного обладнання відносяться: - пристосування для складання та фіксації зварюваних виробів; - обладнання для встановлення та переміщення зварювальних апаратів; - обладнання для встановлення та переміщення зварюваних виробів; - пристрої для ущільнення стиків (флюсові подушки). Вибирають механічне зварювальне обладнання та пристосування виходячи із конструктивних розмірів та ваги зварюваного виробу, а також керуючись програмою випуску. По можливості вибирають дане устаткування із номенклатури що серійно випускається промисловістю. Якщо немає можливості застосувати серійне устаткування то дозволяється розробляти спеціалізовані кондуктори та стенди якщо це є доцільно техніко-економічних міркувань.[11] При проектуванні спеціальних пристосувань необхідно: - вибрати схему базування деталей; - визначити зусилля, що будуть діяти в пристосуванні; - розрахувати затискні елементи пристосування; - накреслити пристосування з необхідними розрізами та перерізами.[12] 4.1.11. Заготівельні операціїВ цьому підрозділі необхідно опрацювати заготівельні операції елементів конструкції або виробу. На цьому етапі детально описуються всі заготівельні операції, починаючи зі складу металу, а саме операції: правлення прокату; розмічування; різання; формоутворення; механічна обробка; очищення. При цьому слід звернути увагу на методи розмічування, вибору раціонального способу різання, методи формоутворення деталей, вказуючи при цьому необхідне обладнання та режими.[13,14] 4.1.12. Розробка технології складання та зварюванняСкладально-зварювальні операції є самими важливими при виготовленні зварних конструкцій, так як в подальшому будуть впливати на її працездатність. Послідовність складання та зварювання можна розробляти за наступними варіантами: - послідовне складання та зварювання; - складання вузла або конструкції з наступним зварюванням; - складання та зварювання вузлів з наступним складанням та зварюванням конструкції з цих вузлів. Вибору схеми складання та зварювання передує аналіз конструкції, розчленування її на вузли та деталі. Також при виборі послідовності складально-зварювальних операцій потрібно враховувати забезпечення максимальної механізації цих операцій.[15,16,17] Рекомендується проводити опис складально-зварювальних операцій в операційних картах які оформляються згідно ГОСТ 3.1407-86, які подаються в додатках до курсової роботи. 4.1.13. Зварювальні напруження та деформації, способи їх усуненняПотрібно проаналізувати, які види зварювальних напружень, деформацій та переміщень виникають при зварюванні даної конструкції, та який негативний вплив вони будуть мати. Заходи що до зменшення зварювальних напружень та деформацій повинні передбачатись на всіх етапах розробки технологічного процесу. Особливу увагу слід звернути на вибір типу зварних з’єднань, способів зварювання, послідовності складально-зварювальних операцій та вибору складальних пристосувань.[15,16] В даному підрозділі також необхідно передбачити заходи щодо зняття або зменшення залишкових напружень і деформацій, та вибрати необхідне обладнання і режими. 4.1.14. ВисновкиУ висновках потрібно підвести підсумок проведеної роботи, а саме перерахувати одержані результати по всім розділам. Висновки повинні відображати результати самостійно прийнятих інженерних рішень, та їх доцільність із обґрунтуванням не тільки з технічної сторони але і з економічної доцільності. 4.1.15. Перелік посилань на джерелаПерелік посилань на джерела повинен включати всі використані в курсовій роботі джерела, стандарти, нормативні документи та електронні ресурси. Першоджерела слід розміщувати в порядку появи посилання в тексті. При посиланні на джерела інформації наводять тільки порядковий номер у переліку посилань взятий в квадратні дужки. 4.2. Вимоги щодо оформлення графічної частиниЗміст та обсяг графічної частини залежить від тематики курсової роботи та встановлюється керівником роботи. Графічна частина повинна складатись із 3 аркушів формату А1 (594х841мм), які виконуються згідно вимог стандартів ЄСКД: ГСТ 2.301-68 – 2.316-68. В залежності від тематики роботи графічна частина може включати наступні аркуші: Аркуш 1 – загальний вигляд зварної конструкції або виробу (додаток А), з необхідними розрізами та перетинами, розмірами та роз’ясненнями які необхідні для чіткого розуміння конструкції. На даному аркуші також необхідно позначити всі деталі конструкції, з експлікацією в якій вказується назва деталі та марка матеріалу з якого вона виготовляється, а також позначити всі зварні шви згідно стандарту (ГОСТ 2.312-72). На кресленні також необхідно показати поперечні перерізи всіх різнотипних зварних швів, згідно ГОСТу, із позначенням їх геометричних розмірів (ширина, висота наплавленого валика, глибина проплавлення, катет шва). Під зображенням геометричних розмірів шва, в тому самому масштабі, необхідно показати підготовку кромок під зварювання. Аркуш 2 – складально-зварювальне обладнання (додаток Б), яке використовується для виготовлення конструкції або виробу. У кожному конкретному випадку зміст цього аркуша визначається керівником роботи. На даному аркуші показують креслення спеціалізованого складального кондуктора, якщо він розробляється в роботі, або компонування установки для зварювання. При компонуванні зварювальної установки, основні її вузли, а саме обладнання для встановлення зварних виробів та переміщення зварювальних автоматів, потрібно вибирати із стандартного обладнання, яке серійно випускається промисловістю. Для кращої наочності креслення складально-зварювального обладнання виконують основною лінією а зварюваний вузол або виріб штрих пунктирною. Всі складові частини обладнання нумерують відповідно до номеру позиції в , яка зазначена в специфікації цієї одиниці. Специфікацію вказують на аркуші а бо в додатках до роботи. Також за необхідності виконують перерізи та додаткові вигляди, які пояснюють роботу обладнання. Аркуш 3 – розділяється на два аркуші формату А2. Де на одному показують технологічний процес виготовлення конструкції (виробу), а на другому план зварювальної дільниці (додаток В). Схема технологічного процесу повинна відображати весь процес виготовлення конструкції (виробу), починаючи від отримання металопрокату до контролю якості готової продукції. Технологічний процес поділяється на дві частини, де у першій частині показують всі заготівельні операції, для кожної деталі, а в другій складально-зварювальні. Для цього аркуш розбивають на дві половинки які поділяють на клітинки в заготівельній частині показують як змінюються розміри та форма деталей, а в складально-зварювальній послідовність складання та зварювання. 5. Вимоги до оформлення курсової роботиПояснювальна записка та графічна частина курсової роботи оформляються згідно вимог стандарту підприємства СОУ 02070885-14-2011, чинних від 18.04.2011р. Титульний аркуш пояснювальної записки та завдання на проект оформляються на бланку (формату А4 ГОСТ 2.301), які видаються керівником на початку семестру разом із завданням. Дані бланки заповнюються креслярським шрифтом (ГОСТ 2.304) або на персональному комп’ютері з використанням тонера чорного кольору. Текст пояснювальної записки виконується рукописно або друкується на білому папері формату А4 (210х297мм), чорнилами або тонером чорного кольору, з висотою букв не менше 2,5мм. Якщо при оформленні пояснювальної записки використовується персональний компютер, то для основного тексту слід використовувати шрифт Times New Roman з розміром шрифта 14 пнктів, міжстроковим інтервалом 1,5, та відступом першої строки абзацу 1,25см. Перший і наступні аркуші пояснювальної записки, крім додатків, повинні мати основні написи за ГОСТ 2.104. Текст пояснювальної записки повинен бути стислим, точним недвозначним, логічно послідовним, необхідним і достатнім для повного викладу змісту. Пояснювальна записка повинна складатись із розділів які поділяються на підрозділи та пункти. Пункти за необхідності можуть поділятись на підпункти. Розділи починаються з нової сторінки де посередині сторінки арабськими цифрами вказується номер та назва розділу прописними буквами. Підрозділи та пункти починаються з абзацу, та нумеруються арабськими цифрами, в межах розділу. Для кращого уточнення та зручності порівняння показників застосовують таблиці. Кожна таблиця повинна мати номер та назву, яку пишуть малими буквами (крім першої великої) над таблицею після номера таблиці через дефіс. Для пояснення викладеного матеріалу та розрахунків, в тексті пояснювальної записки використовують ілюстрації (рисунки, графіки, схеми, фотознімки), на які обов’язково повинні бути посилання. Ілюстрації потрібно розміщувати безпосередньо після тексту, де вони згадуються вперше, або на наступній сторінці, а за необхідності в додатках. Ілюстрації повинні мати тематичну назву, яку розміщують під ілюстрацією. За необхідності під ілюстрацією розміщують пояснення після яких позначається сама ілюстрація словом «Рисунок -». Таблиці та ілюстрації нумеруються арабськими цифрами в межах розділу. Специфікації, технологічні карти та допоміжний текст дають у вигляді додатків, посилання на які обов’язково повинні бути в основному тексті записки, а в змісті перераховують усі додатки. Кожен додаток повинен починатись з нової сторінки, та мати заголовок , написаний вгорі симетрично відносно тексту сторінки. Посередині рядка заголовком малими літерами з першої великої повинно бути написано слово «Додаток_» і велика літера, що позначає додаток. Додатки позначають великими літерами української абетки, починаючи з А, за винятком літер Є,З,І,Ї,Й,О,Ч,Ь. Додатки повинні мати спільну з рештою пояснювальної записки наскрізну нумерацію аркушів. 6. Захист курсової роботиЗахист курсової роботи є завершальним та самим відповідальним її етапом. До захисту допускається повністю закінчена робота, яка оформлена згідно чинних вимог, та підписана автором та керівником роботи. Захист робіт проводиться перед комісією в складі 2-3 викладачів кафедри включаючи керівника. Загальний час, який відводиться на захист роботи, складає 20-25хвилин, із яких 8-10хв надається студенту для доповіді, а решту часу для відповіді на запитання. Оцінюється робота в 100 балів за університетською шкалою та в п’ятибальній за загальнонаціональною. При оцінюванні враховується: - повнота, якість та самостійність виконання поставленого завдання; - оформлення пояснювальної записки (наявність пояснювальних схем, ескізів, правильність розрахунків, грамотність викладення) та графічної частини роботи (відповідність нормам ГОСТ); - чіткість та лаконічність доповіді по роботі; - правильність відповідей на питання, поставлені студенту. Перелік рекомендованих джерел1. Марочник сталей и сплавов: справочник / Под ред. С. А. Зубченка. – М.: Машиностроение, 2003. – 782 с. 2. Бреславский Д. В. Марочник сталей и сплавов [Електронний ресурс] / Д. В. Бреславский, Е. А. Бреславская. – Харьков: НТУ ХПИ, 2011. – http://www.splav.kharkov. com/mat_ start.php?name_id=329. 3. Фролов В. В. Теория сварочных процессов: Учеб. для вузов по спец. «Оборудование и технология сварочного производства» / Под ред. В. В. Фролова.– М.: Высш. шк., 1988. 559. 4. "Сварка и сариваемые материалы": Справочник в 3-х томах/ под общей редакцией докт. техн. наук В. Н. Волченка, Э. Л. Макарова - М.: Металургия, 1991, с. 528. 5. Костін О. М. Зварювальні матеріали [Текст]: навч. посібник / О. М. Костін – Миколаїв: НУК, 2004. –225 с. – ISBN 966–321–029–1. 6. Гуменюк І. В. Обладнання і технологія електрозварювальних робіт [Підручник] / І. В. Гуменюк, О. Ф. Іваськів. – К.: Грамота, 2005. – 272 с.:іл. – Бібліогр.: с.266. ISBN966-349-000-4. 7. Акулов А. И. Технология и оборудование сварки плавлением/ Акулов А. И., Бельчук Г. А., Демьянцевич В. П. – М.; Машиностроение, 1977. – 432 с. 8. Думов С. И. Технология электрической сварки плавлением / С. И. Думов. – М.: Машиностроение, 1997. – 523 с. 9. Богуцький, О. А. Зварювальне обладнання: довідниковий посібник / О. А. Богуцький [та ін..]. – Краматорськ : ДДМА, 2009. 10. Чвертко А. И. Аппаратура для механизированной дуговой и электрошлаковой сварки и наплавки / А. И. Чвертко, В. Е. Патон, М. Г. Бельфор и др. - Киев: Наук. думка, 1978. - 200 с. 11. Евстифеев Г. А. Средства механизации сварочного производства. / Г. А. Евстифеев, И. С. Веретенников М.: Машиностроение, 1977. - 96 с. 12. Карпенко А. С. Проектування складально-зварювальної оснастки / А. С. Карпенко К.: НТТУ «КПІ», 2010. - 229 с. 13. Куркин С. А. Технология, механизация и автоматизация производства сварных конструкций: Атлас / С. А. Куркин, В. М. Ховов. – М.: Машиностроение, 1999. – 327 с. 14. Гитлевич А. Д. Альбом оборудования для заготовительных работ в производстве сварных конструкций / А. Д. Гитлевич, И. Н. Сухов, Д. К. Быховский и др.; Под ред. А. Д. Гитлевича. – М.: Высш. шк., 1977. – 136 с. 15. Николаев Г. А. Расчет проектирование и изготовление сварных конструкций / Николаев Г. А., Куркин С. А., Винокуров В. А. – М.: Высш. шк., 1971. – 760 с. 16. Николаев Г. А. Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций/ Николаев Г. А., Куркин С. А., Винокуров й А. Учеб. пособие. – М.: Высш. шк., 1983. – 344 с. 17. Красовский А. И. Основы проектирования сварочных цехов / Красовский А. И. – М.: Машиностроение, 1980. – 320 с.
Додаток А
Додаток Б
Додаток В
З повагою ІЦ "KURSOVIKS"! |